




一体化猪粪固液分离机厂家用途与原理
1)对养殖户原来建的老沼气池容积过小,污水入池泻留时间过短,导致污水浓度排放过高,那么在污水没入池之前先使用畜禽粪便固液分离机处理.可有效降低污水COD, BOD的含通,减轻沼气池的运营负荷,从而达到污水排放减且化;
2)使用固液分离机可使鲜污水中的粪便转变成有价值的鱼饲料或有机肥。分离后的污水间歇性的进入沼气池,这样可以使厌氧池有一个充分消化的时间.使池内的活性菌种繁殖更旺盛,产气f更高。气体的含且也就自然高了气质纯度高也就自然克服.解决沼气发电机工作不正常的问题;
3)固液分离机处理后的污水进入沼气池。可有效的解决沼气池结壳现象,免去了清理沼渣的工作; 4)利用畜禽粪便固液分离机,可减少沼气池的建设投入,例如:每天排放100吨污水的养殖或屠宰场,如果用一台匹配的畜禽粪便固液分离机提前处理,可减少300立方厌氧池的建设投入,因为粪污水混合入池的浓度过高.厌氧时间也就需要相应延长时间,所以按每天排放100吨污水的养殖场.不用畜禽粪便固液分离机处理的话。那么投建厌氧池1000-1200立方.如果用畜禽粪便固液分离机可减少300-400立方的建设。




技术性能指标分析表
项目 指标 产品 | 含水率% | 固形物去除率%(TS) | 地面水化学耗氧量%(CODcr) | 5日生化需氧量%(BOD5) | 处理量(m3/h) |
RKSF-40振动式固液分离机 | <60 | >85 | >70 | >70 | ≥45 |
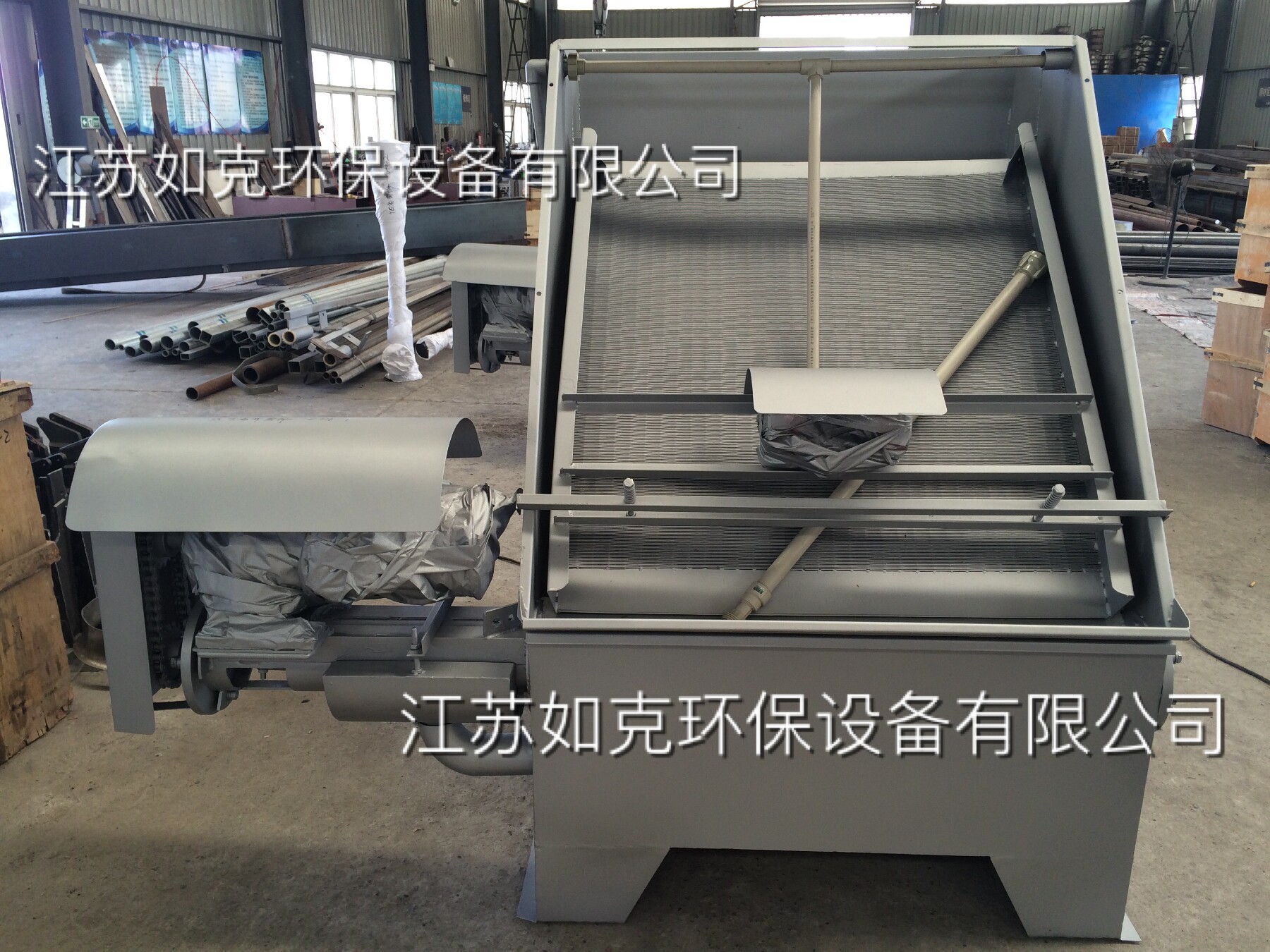
一体化猪粪固液分离机厂家设置功能齐全、针对性强,整机设计将粪污泵送系统、振动系统、送渣挤压系统和自动冲洗系统有机结合起来,提高了污水处理能力和处理效果并能将粪渣挤干便于利用,具有创造性。其创造性和*性表现为:
1、设计为振动分离方式,固液分离速度快,处理能力大,可以根据各养猪场的污液含渣量条件、用水条件等不同,根据使用环境及用户上网不同需求选择筛网的孔径。
2、在振动筛网及其支撑柱的设计与选材方面具有独到之处,适应了腐蚀性强、湿度大的恶劣环境使用,而且使用噪音小。
3、采用螺旋送渣挤压系统,对分离出的粪渣进行二次挤压作用,减少粪渣含水量,并且在出渣前设有挤压污水排放口,可以保证分离出的粪渣含水率低于60%,同时根据用户养殖清污模式,干湿可调。使粪渣的包装、运输、使用过程中不产生渗漏污水,无二次环境污染,性能优于国内外其他同类产品;粪渣出口处的粪渣含水率调节架,可以调节粪渣的含水率,使粪渣达到佳的发酵湿度。
4、设计自动清理系统,解决了停机后粪渣堵塞筛网及设备内部污渣冲洗的问题,确保机器正常连续运行。
5、整体外壳使用不锈钢板,造型简洁、美观,设备占地少,工作环境整洁。
综合分析科技查新报告、产品检验报告、用户使用质量情况报告及国内外同类产品相比,该产品采用振动分离、螺旋送渣挤压脱水工艺技术,将振动、送渣、脱水和自动冲洗系统有机结合起来,结构新颖;具有分离效果好、生产效率高、运行稳定、操作简便等特点。高产品具有较高的性价比,经分离的固体粪渣含水量小于60%,对污水悬浮物、有机物的去除率大于90%,其综合技术性能达到畜禽粪便固液分离国内同类产品的水平。
一体化猪粪固液分离机价格运行要求
(1) 整机空载运行无异响,各部件动作协调,紧固件不松动。
(2) 负荷运行中无异响,负荷运行时的噪声声差压级不大于85Db(A)。
电气
(1) 电气控制中应设置过电流保护,电动机过载保护,接地故障保护和保护接地电路,符合GB5226.1第7.2、7.7和8.2的规定。
(2) 控制设备的指示或者显示器在其附近设置耐久清晰的标记。
(3) 使用导线的导体截面和绝缘层的颜色符合GB5226.1的规定。
(4) 绝缘电阻符合中GB5226.1第19.3的规定。
1、 外观要求
(1)整体机壳装配应工整、方正、外露结合面边缘整齐。
(2)合件后的缝隙应均匀,其大缝隙不大于3mm,不均匀度不大于2mm。
(3)外壳人体可触及的部位无棱角、毛刺、锐边等缺陷。
新产品振动式固液分离机已经研制成功并投放市场,经用户使用检验,主要技术性能指标符合Q/HXJJ001-2004《振动式固液分离机》企业标准要求。

















 采购中心
采购中心
