资料简介
控制物料粒径与湿度:混合前需确保物料粒径差异较小(若差异大,可先将粗颗粒粉碎至与细颗粒接近的粒径),避免因“粒径分级”导致混合不均或效率下降;同时控制物料含水率在5%以下(粘性物料可适当降低至3%),防止粉体团聚结块,减少物料在筒壁的粘附。
提前破碎与过筛:对易团聚的物料(如受潮的辅料、超细粉体),混合前通过振筛机过80-120目筛,打散结块颗粒;对于含有块状杂质的物料,需先经破碎机处理,避免大块物料阻碍筒内物料循环运动。
按比重差异分批投料:当混合物料比重差异较大时(如主料比重1.2,辅料比重0.8),应先投入比重较大的物料,再缓慢加入比重较小的物料,利用筒体旋转的离心力让轻物料均匀分散到重物料中,避免轻物料浮于表面或重物料沉底,减少分层返工。
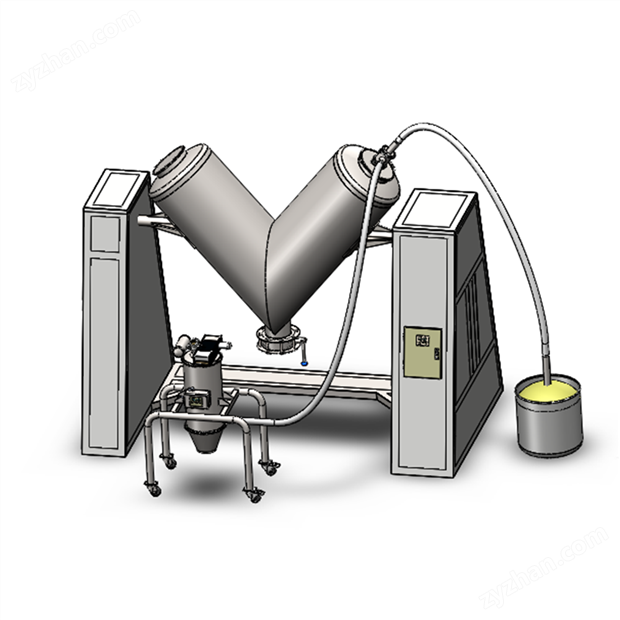
合理控制填充率:V型混合机的填充率为筒体有效容积的30%-60%。填充率过低时,物料在筒内提升高度不足,跌落混合效果弱;填充率过高时,物料拥挤无法充分对流,混合死角增多。例如200L混合机,建议投料量控制在60-120L之间
优化旋转转速:根据物料特性调整转速,常规粉体(如淀粉、乳糖)建议转速为10-15r/min;比重较大或粘性稍高的物料(如中药浸膏粉)可提高至15-20r/min,但需避免超过20r/min(防止产生静电或物料飞溅)。可通过小批量试验确定“混合均匀度达标时间最短”的转速,通常转速每提高2r/min,混合时间可缩短5%-8%。
设定混合时间:通过“定时取样检测均匀度”确定最短有效混合时间,避免过度混合(浪费能耗)或混合不足(返工耗时)。例如制药行业辅料混合,一般5-10分钟即可达标,可在设备上设置定时报警,精准控制停机时间。
加装强制搅拌桨:针对粘性大、比重差异显著的物料(如膏状粉体、金属粉末与塑料颗粒混合),在V型筒体底部汇合处加装桨式或螺旋式强制搅拌桨(转速50-100r/min),辅助打散团聚物料,强化局部剪切混合,可使混合效率提升20%-30%。
配置真空上料系统:采用真空上料机替代人工投料,不仅能减少投料时间(如200L混合机人工投料需15分钟,真空上料仅需5分钟),还能避免物料粉尘飞扬导致的损耗,同时保证投料过程密闭,符合洁净生产要求。
增加筒壁敲击装置:对易粘壁的物料(如碳酸钙、氢氧化铝),在筒体外侧安装气动敲击锤(频率1-3次/分钟),定期敲击筒壁振落粘附的物料,避免物料堆积形成死角,确保筒内物料全部参与混合。
开机前检查与清洁:每次使用前检查筒体密封是否完好(防止漏料)、搅拌桨(若有)转动是否顺畅、电机与减速器润滑是否充足;同时清洁筒体内壁(用纯化水冲洗后吹干,或用同批次物料“过渡清洗”)
连续作业合理排班:对于多批次生产,合理安排投料、混合、出料的衔接时间,例如前一批次物料出料时,同步准备下一批次的预处理物料,实现“混合-出料-投料”无缝衔接,减少设备空转等待时间。
定期维护设备部件:每月检查电机皮带松紧度(过松会导致转速下降,混合效率降低)、轴承磨损情况;每季度更换减速器润滑油;每年对筒体内壁抛光处理(维持粗糙度Ra≤0.8μm),确保物料流动顺畅,减少粘附阻力。
热敏性物料:在筒体夹套中通冷却水(温度15-25℃),控制混合过程中物料温度不超过40℃,避免物料因高温结块,同时保证混合稳定性。
易燃易爆物料:采用防爆型电机与电器元件,混合时通入惰性气体(如氮气)置换筒内空气,控制氧含量低于5%,同时降低转速至8-12r/min,减少静电产生,在安全前提下保证混合效率。





免责声明
投稿电话:0571-89719776
投稿邮箱:357275273@qq.com
 微信公众号
微信公众号
随时掌握行业动态
 采购中心
采购中心
采购专员1对1咨询
 手机版
手机版 制药网手机版
制药网手机版
 制药网小程序
制药网小程序
 官方微信
官方微信 公众号:zyzhan
公众号:zyzhan
 回放
回放  回放
回放  回放
回放