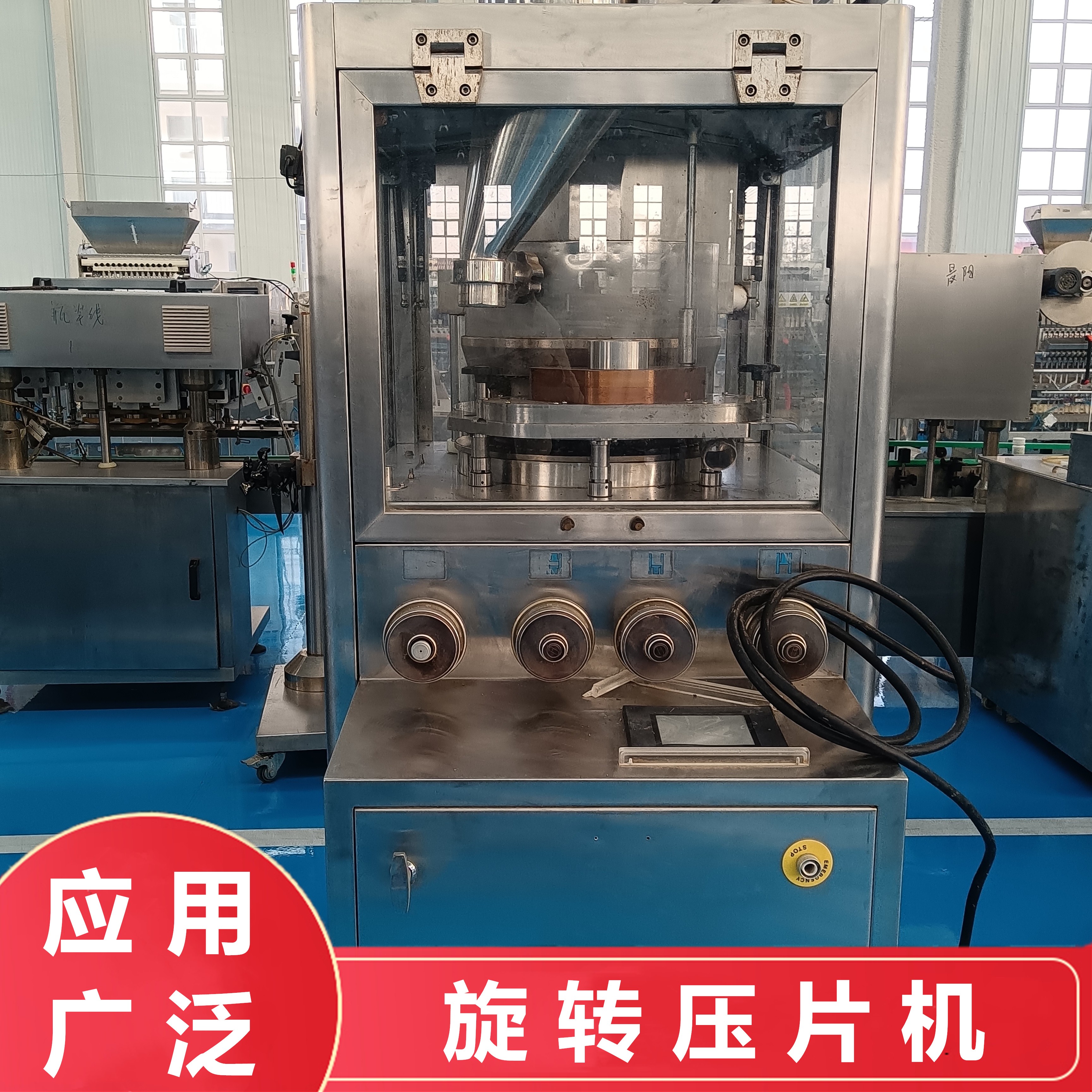
资料简介
优化物料配方(添加助流剂如微粉硅胶),确保物料混合均匀;
清理加料器,更换磨损的加料刮板;
校验冲模尺寸,更换不合格冲模。
物料流动性差,加料斗下料不均,转盘上各模孔填充量不一致;
加料器磨损或堵塞,无法均匀给料;
冲模尺寸偏差、磨损,模孔容积不一致。
核心原因:
解决办法:
适当提高压片压力,降低转盘转速延长受压时间;
调整物料含水量(制药片一般控制在 3%~5%),重新制粒;
抛光或更换磨损冲头。
压片压力过低,或转速过快,物料受压时间短;
物料颗粒度过大、含水量不适(太干或太湿);
冲头表面磨损,物料打滑无法压实。
核心原因:
解决办法:
降低物料含水量,增加脱模剂比例;
更换光洁度达标冲头,定期清洁冲头表面;
避免使用腐蚀性强的物料,做好冲头防锈。
物料粘性过大、含水量过高,导致粘在冲头表面;
冲头表面光洁度不够,或有锈蚀、划痕;
压片时未使用脱模剂(如硬脂酸镁)或用量不足。
核心原因:
解决办法:
压片前加装物料筛检装置,去除硬质杂质;
严格按规程安装冲模,保证配合间隙合理;
定期给冲模导向部位加专用润滑剂,控制运行转速。
物料中混入金属杂质、硬质颗粒,压片时冲击冲模;
冲模安装不当,与转盘模孔配合间隙过小;
长期高速运行导致冲头疲劳,或润滑不足卡涩。
核心原因:
解决办法:
适当降低压片压力,匹配物料硬度需求;
检修轴承,更换磨损部件并加注润滑脂;
调整加料速度,避免模孔超量填充。
压片压力设置过高,电机负载过大;
转盘轴承磨损、卡滞,转动阻力增加;
加料量过大,导致模孔过度填充,阻力陡增。
核心原因:
解决办法:
紧固地脚螺栓,重新校准设备水平;
更换重量不均的冲模,确保转盘动平衡;
更换齿轮箱润滑油,检修磨损齿轮。
设备地脚螺栓松动,或安装水平度偏差;
转盘动平衡失衡(如冲模重量不一致);
齿轮箱缺油、齿轮磨损啮合不良。
核心原因:
解决办法:
核心原因:混合物料的粒径、密度差异大,压片过程中出现分层,导致片剂成分波动。
解决办法:优化混合工艺,延长混合时间;添加粘合剂增强物料结合力。
核心原因:加料斗下料不畅、冲模磨损导致压片速度被迫降低;或物料堵塞模孔频繁停机清理。
解决办法:加装加料斗振动装置,定期维护冲模,保持模孔通畅。
制药行业使用时,每次更换物料需清洁设备,避免交叉污染,符合 GMP 标准。
定期校验设备压力、转速、重量检测装置,确保参数精准。
冲模作为易损件,需定期检查磨损情况,及时更换,避免引发设备故障。




免责声明
投稿电话:0571-89719776
投稿邮箱:357275273@qq.com
 微信公众号
微信公众号
随时掌握行业动态
 采购中心
采购中心
采购专员1对1咨询
 手机版
手机版 制药网手机版
制药网手机版
 制药网小程序
制药网小程序
 官方微信
官方微信 公众号:zyzhan
公众号:zyzhan
 直播中
直播中  回放
回放  回放
回放 









